Istuinvaahdolla tarkoitetaan yleensä polyuretaanivaahtoa, joka on valmistettu kaksikomponenttisista materiaaleista sekä vastaavista lisäaineista ja muista pienistä materiaaleista, jotka vaahdotetaan muottien läpi.Koko tuotantoprosessi on jaettu kolmeen prosessiin: valmisteluvaihe, tuotantovaihe ja jälkikäsittelyvaihe.
1. Valmisteluvaihe – saapuva tarkastus + sekoitus
①Saapuvan materiaalin tarkastus:
Tarkista ensisijaisesti, vastaavatko polyeetterin vesipitoisuus ja viskositeetti vaatimuksia.Tämä kohde on erityisen tärkeä talvella pohjoisessa.
Ilmaista vaahtomuovikoetuotantoa suoritetaan myös saapuville materiaaleille, pääasiassa punnitsemalla sen tarkistamiseksi, täyttävätkö ne tuotannon tilavaatimukset.
②Sekoitus:
Sekoitus suoritetaan vakiintuneen kaavan mukaan, ja tällä hetkellä käytetään automaattisia sekoituslaitteita.FAW-Volkswagenin istuinvaahtojärjestelmä on jaettu kahteen tyyppiin: komposiittimateriaali ja itsesekoittuva materiaali.
Yhdistelmämateriaali:) A+B kaksi sekoitettua liuosta sekoitetaan suoraan
Itseerä: sekoita POLY eli peruspolyeetteri + POP + lisäaineet ja sekoita sitten POLY ja ISO

2. Tuotantovaihe – silmukkatuotanto
Yleensä silmukkatuotantoa käytetään pääasiassa useiden prosessien, kuten kaatamisen, muovauksen, muotin purkamisen ja muotin puhdistuksen kautta, seuraavasti:
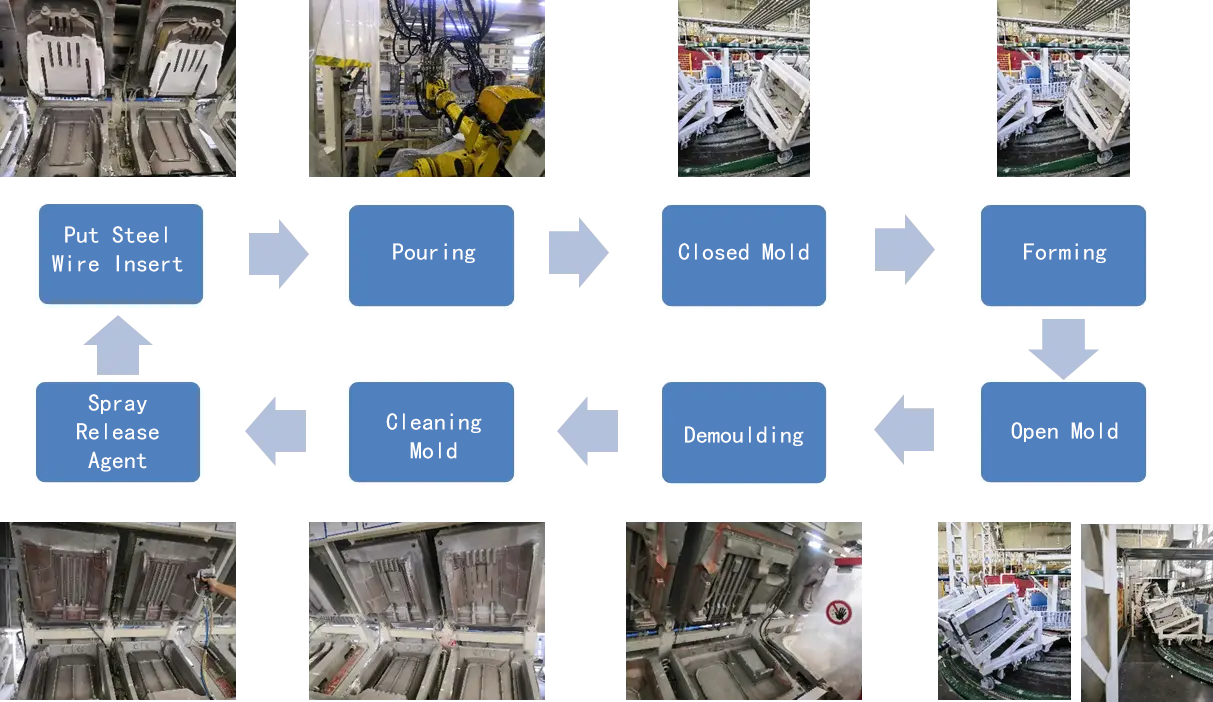
Niiden joukossa kaataminen on avain, jonka pääosin suorittaa kaatomanipulaattori.Istuinvaahdon eri asennon mukaan käytetään erilaisia kaatomenetelmiä, eli kaadetaan eri alueilla olevia vaahtoja ja prosessiparametrit ovat erilaiset (paine, lämpötila, kaava, vaahdotustiheys, valureitti, vasteindeksi).
3. Jälkikäsittelyvaihe – mukaan lukien poraus, trimmaus, koodaus, korjaus, äänenvaimennin ruiskutus, vanhentaminen ja muut prosessit
①Reikä – Avaamisen tarkoituksena on estää tuotteen muodonmuutos ja lisätä joustavuutta.Jaettu tyhjiöadsorptiotyyppiin ja rullatyyppiin.
Kun vaahto on poistunut muotista, solut on avattava mahdollisimman pian.Mitä lyhyempi aika, sitä parempi, ja pisin aika ei saa ylittää 50 sekuntia.
②Reunojen leikkausvaahto Muotinpoistoprosessin vuoksi vaahdon reunaan muodostuu jonkin verran vaahtomuovia, jotka vaikuttavat ulkonäköön istuinta peitettäessä ja jotka on poistettava käsin.
③Koodaus – käytetään jäljittämään vaahdon valmistuspäivämäärä ja erä.
④Korjaus – Vaahto tuottaa pieniä laatuvirheitä tuotantoprosessin tai muotista irrotuksen aikana.Yleensä vikojen korjaamiseen käytetään liimaa.FAW-Volkswagen kuitenkin määrää, että pintaa A ei saa korjata, ja korjaustoimenpiteitä rajoittavat erityiset laatustandardit..
⑤Suihkuta ääntä vaimentavaa vahaa – tehtävänä on estää vaahdon ja istuimen rungon välinen kitka aiheuttamaan melua
⑥Vanheneminen – Kun vaahto on muovattu muotista, vaahtoava materiaali ei yleensä reagoi täysin, ja tarvitaan mikroreaktioita.Yleensä vaahto suspendoidaan ilmaan ajojohdon avulla 6-12 tunnin ajan kovettumista varten.

avaaminen

Trimmaus

jälkikypsytys
Juuri näin monimutkaisen prosessin ansiosta Volkswagenin istuinvaahtomuovi tarjoaa erinomaisen mukavuuden ja ympäristönsuojelun sekä vähäisen hajun ja vähäpäästöisen.
Postitusaika: 15.2.2023